



Phân loại và cấu tạo mối hàn
4.2.2. Phân loại và cấu tạo mối hàn
Đường hàn là thành phần của liên kết hàn, là kết quả sự kết tinh kim loại hàn, nó sẽ xác định hình dáng, mật độ, độ bền và tính chất kim loại tại vị trí hàn. Đường hàn phân loại ra hàn đối đầu và hàn góc.
a. Đường hàn đối đầu liên kết trực tiếp hai cấu kiện cùng nằm trong một mặt phẳng, nằm ở khe hở nhỏ giữa hai cấu kiện cần hàn đặt đối đầu nhau. Khe hở này còn có tác dụng để các chi tiết hàn biến dạng tự do khi hàn, tránh cong vênh. Đường hàn đối đầu có thể thẳng góc hoặc xiên góc với trục của cấu kiện (hình 4.7).
Liên kết đối đầu thường dùng để nối các bản thép, ít dùng để liên kết các thép hình vì khó gia công mép cấu kiện. Ưu điểm là truyền lực tốt, cấu tạo đơn giản và không tốn thép để làm các chi tiết nối phụ, nhược điểm của liên kết hàn đối đầu là phải gia công mép các bản thép.
Thực tế sử dụng đường hàn đối đầu cho thấy với góc nghiêng =600 là đủ khả năng chịu lực của liên kết. Mối hàn đối đầu khi làm việc chịu nén chỉ cần bố trí thẳng góc, không cần thiết yêu cầu kiểm tra bằng phương pháp vật lý, ứng suất nén làm hạn chế sự phá hoại, khuyết tật nếu có trong mối hàn sẽ trở nên ít nguy hiểm hơn. Trong trường hợp này chỉ cần kiểm tra bề mặt
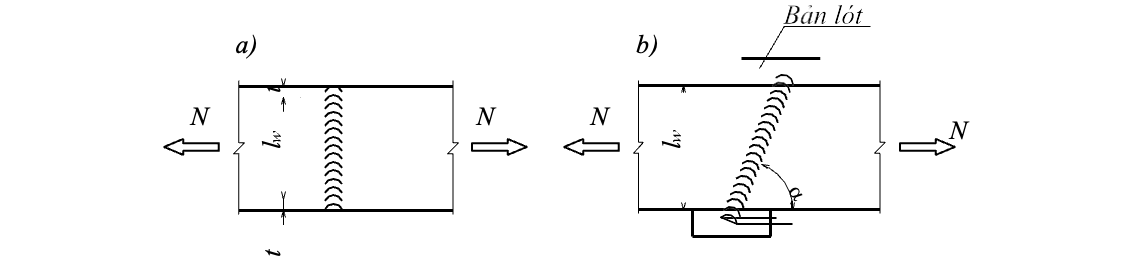
Hình 4.7. Các dạng đường hàn đối đầu: a – thẳng góc; b – xiên góc
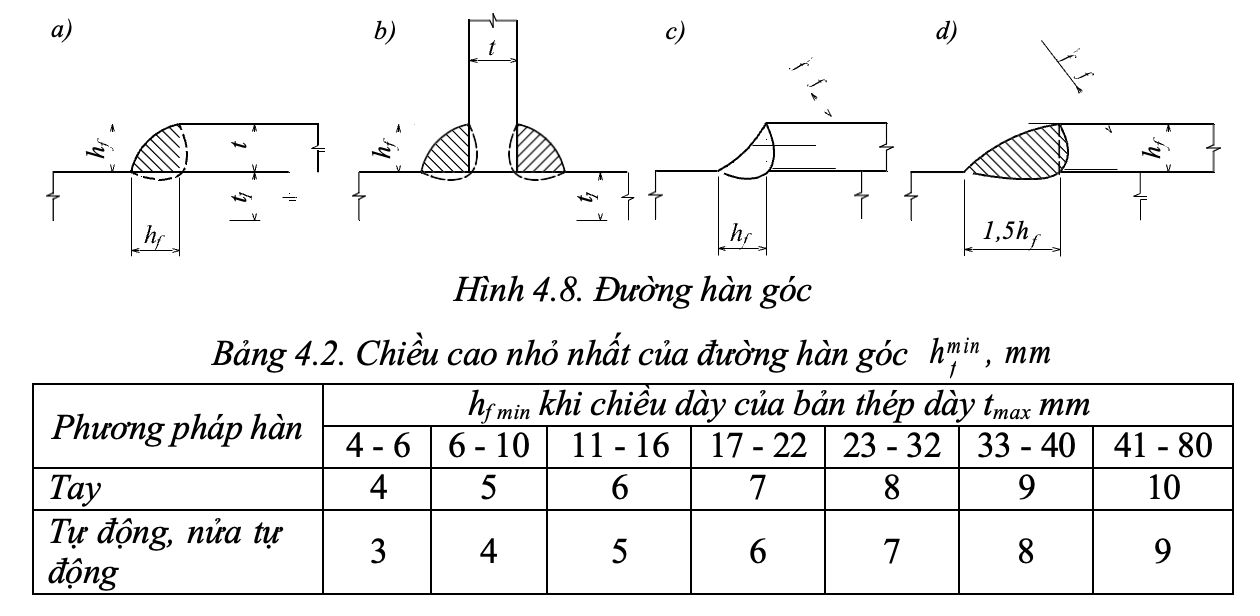
b. Đường hàn góc nằm ở góc vuông tạo bởi hai cấu kiện cần hàn (mối hàn tại vị trí vuông góc, hàn chồng, hàn bản tab liên kết) (hình 4.8-4.10). Tiết diện đường hàn là một tam giác vuông cân, hơi phồng ở giữa, cạnh của tam giác gọi là chiều cao đường hàn (hình 4.8,a,b). Khi chịu tải trọng động, để giảm ứng suất tập trung trong đường hàn góc đầu dùng đường hàn lõm (hình 4.8c) hoặc đường hàn thoải với tỷ số giữa hai cạnh của đường hàn là 1:1,5 (hình 4.8d), cạnh lớn nằm dọc theo hướng lực tác dụng.
Hiện nay trong chế tạo kết cấu thép việc sử dụng đường hàn góc chiếm khoảng 70% trong liên kết hàn. Trong đường hàn góc, chiều cao đường hàn là thông số quan trọng quyết định khả năng làm việc của mối hàn.
Chiều cao hf của đường hàn góc xác định như sau: hmin hf hmax (4.1)
Trong đó : Chiều cao đường hàn lớn nhất phải đảm bảo hmax = 1,2tmin, trong đó tmin là chiều dày nhỏ nhất của bản thép sử dụng trong liên kết (hình 4.9,a). Chiều cao đường hàn nhỏ nhất
hmin là chiều cao tối thiểu của đường hàn góc, phụ thuộc vào chiều dày lớn nhất bản thép trong liên kết cho trong bảng 4.2.
Theo vị trí của đường hàn so với phương của lực tác dụng mà chia ra:
- Đường hàn góc cạnh là đường hàn góc có phương song song với phương của lực tác dụng (hình 4.9, a).
- Đường hàn góc đầu là đường hàn góc có phương vuông góc với phương của lực tác dụng (hình 4.9, b).
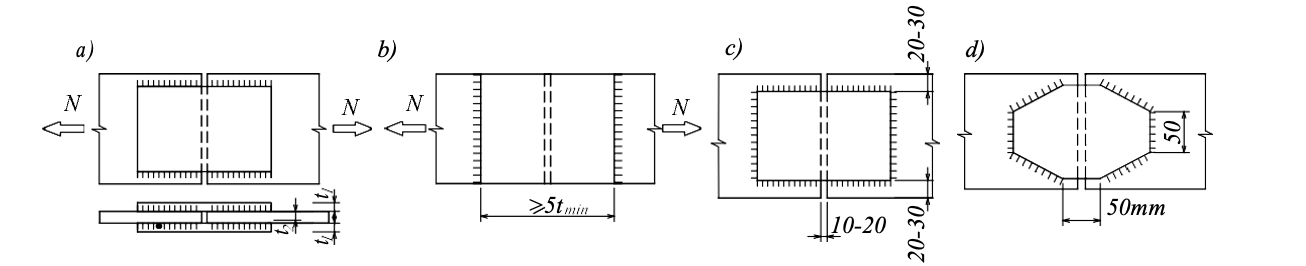
Hình 4.9. Liên kết có bản ghép đôi với thép tấm
Liên kết ghép dùng đường hàn góc. Các cấu kiện đặt chồng lên nhau, dùng đường hàn góc liên kết chúng lại, thường dùng để nối các thép bản có chiều dày nhỏ (t=25mm). Đoạn nối chồng lấy theo yêu cầu bố trí đường hàn a ≥ 5tmin.
Trong liên kết ghép chồng có thể dùng đường hàn góc cạnh (hình 4.9, a) hoặc đường hàn góc đầu (hình 4.9, b), hoặc cả hai loại (hình 4.9, c). Lực truyền từ cấu kiện này sang cấu kiện kia thông qua các bản ghép.
Liên kết có bản ghép có ưu điểm là không phải gia công mép cấu kiện nhưng lại tốn thép làm bản ghép. Ngoài ra, trong liên kết có ứng suất tập trung lớn vì vậy không nên dùng để chịu tải trọng động. Để giảm ứng suất tập trung ở các góc vuông người ta cắt vát cạnh của bản ghép (hình 4.9,d) và để lại đoạn 50 mm không hàn. Liên kết có bản ghép còn dùng cho thép hình (hình 4.10).

Hình 4.10. Liên kết cơ bản ghép đối với thép hình
c. Vát mép mối hàn. Khi hàn các bản thép dày (t > 8 mm, đối với hàn tay), để có thể đưa que hàn xuống sâu, đảm bảo sự nóng chảy trên suốt chiều dày bản thép, cần gia công mép của bản. Mục đích gia công mép xuất phát từ chất lượng, tính kinh tế, độ bền, khả năng làm việc của mối hàn. Hình thức gia công mép và kích thước khe hở phụ thuộc chiều dày bản thép được qui định theo tiêu chuẩn TCVN 1961: 1975 (Mối hàn hồ quang điện bằng tay- Kiểu, kích thước cơ bản).
Theo hình dáng vát mép chia thành những loại sau: không vát mép, vát mép, vát một mép hình chữ V, vát hai mép hình chữ X, K (hình 4.11).
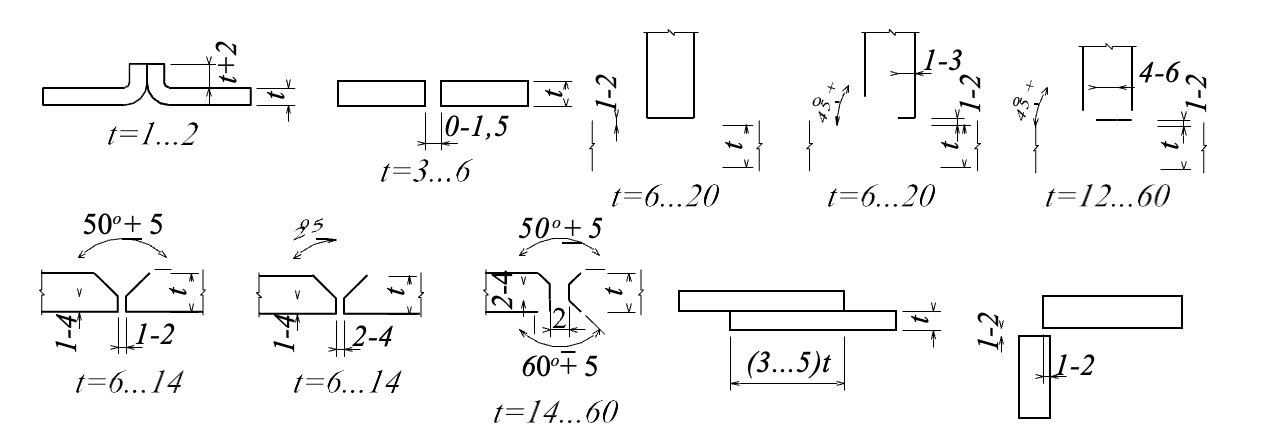
Hình 4.11. Vát mép thép theo các chiều dày bản thép khác nhau Khi hàn đối đầu với những bản thép a)có chiều dày chênh lệch t= (t2 – t1) không vượt quá giá trị cho bảng 4.3, cần phải vát dốc cạnh thép 1:5 để làm giảm b) ứng suất tập trung (hình 4.12). Vát dốc còn có tác dụng tránh cho bản thép mỏng hơn bị thủng. Tương tự vát dốc đối với những bản thép bề rộng khác nhau.
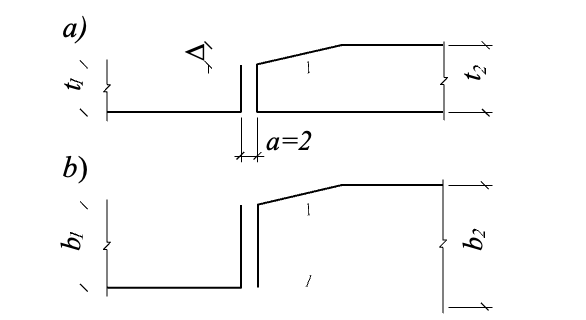
Hình 4.12. Liên kết bản thép khác nhau về: а – chiều dày; b – chiều rộng
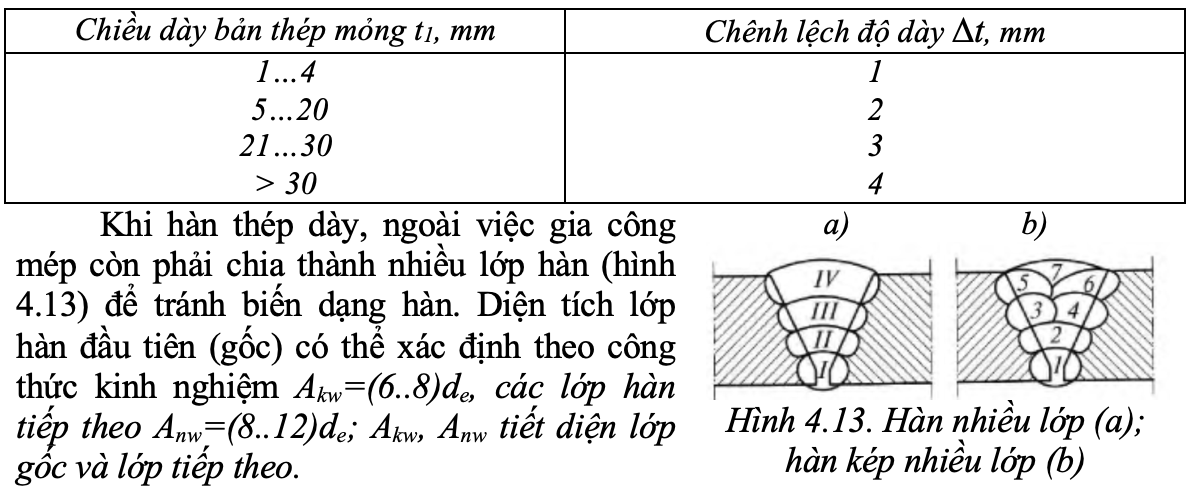
Bảng 4.3. Độ lệch cho phép đối với các cấu kiện thép khác nhau về chiều dày không cần vát mép
d. Một số cách phân loại đường hàn khác
Theo công dụng có đường hàn chịu lực (để truyền lực) và đường hàn không chịu lực (chỉ để cấu tạo).
Theo vị trí trong không gian khi hàn chia ra: đường hàn nằm, đường hàn đứng, đường hàn ngang và đường hàn ngược (hình 4.14). Đường hàn nằm dễ hàn nhất nên dễ đảm bảo chất lượng. Đường hàn ngược khó hàn nhất, không nên dùng.
Theo địa điểm chế tạo có đường hàn nhà máy và đường hàn công trường.
Theo tính liên tục của đường hàn có đường hàn liên tục và đường hàn không liên tục. Trong đường hàn không liên tục để đảm bảo sự làm việc chung của các bộ phận được hàn yêu cầu khoảng cách lớn nhất amax giữa hai đường hàn như sau:
.png)
Hình 4.14. Phân loại đường hàn theo vị trí hàn trong không gian: I - đường hàn nằm; II- đường hàn đứng; III – đường hàn ngược; IV- hàn hàn nằm ngang
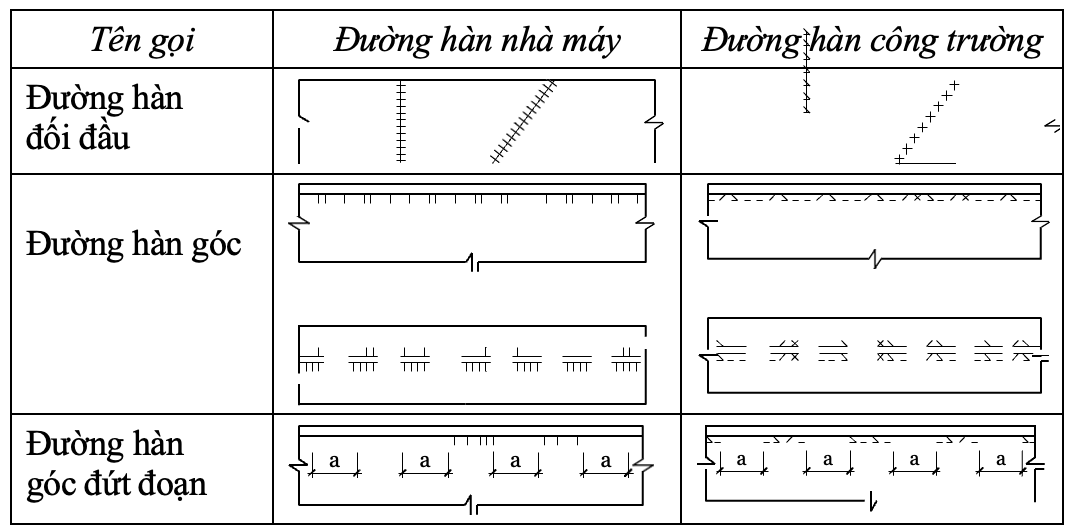
Qui định về ký hiệu các đường hàn trong bản vẽ kỹ thuật được trình bày ở bảng 4.4.
Bảng 4.3. Ký hiệu các loại đường hàn
|
|








