



LIÊN KẾT HÀN
4.2. LIÊN KẾT HÀN
4.2.1. Phân loại phương pháp hàn
Trong kết cấu thép dùng phương pháp hàn chính là hàn hồ quang điện gồm: hàn hồ quang điện bằng tay, hàn hồ quang điện tự động và nửa tự động. Ngoài ra còn dùng hàn hơi khi khối lượng hàn nhỏ.
1. Hàn hồ quang điện bằng tay
.png)
Hình 4.2. Hàn hồ quang điện bằng tay
1- Thép cơ bản; 2 – vũng hàn; 3 - ; 4 –hồ quang ; 5- ngấu hàn; 6- kim loại nóng chảy; 7 –xỉ đặc ; 8- xỉ lỏng; 9- Vỏ bọc thuốc hàn; 10- lõi que hàn; 11- tay cầm; 12-; 13- nguồn điện; 14 – khí bảo vệ
a. Nguyên lý
Dưới tác dụng của dòng điện, xuất hiện hồ quang điện giữa hai cực là kim loại cần hàn (thép cơ bản) và que hàn. Hai kim loại lỏng hòa lẫn với nhau, nguội lại tạo thành đường hàn.
Vậy bản chất của đường hàn là sự liên kết giữa các phân tử của các kim loại bị nóng chảy. Đường hàn có thể chịu lực tương đương như thép cơ bản.
b. Que hàn
Que hàn là loại điện cực để hàn hồ quang tay (hàn thép, hàn gang, hàn nhôm...). Trong quá trình hàn que hàn làm nhiệm vụ gây hồ quang và bổ sung kim loại cho mối hàn.
Cấu tạo que hàn hồ quang tay có vỏ bọc gồm 2 phần chính như hình vẽ:
- Lõi que hàn: Phần lõi que là những đoạn dây kim loại có các kích thước cơ bản sau đây:
+ Chiều dài que hàn L = 250-500 mm;

+ Đường kính lõi que d = 2,0- 6,0 mm và cỡ của que hàn được gọi theo đường kính của lõi que;
+ Một đầu để trần không bọc thuốc dùng để kẹp kìm hàn dài từ 15-30 mm, đầu còn lại được vê sạch thuốc bọc với góc vát α = 35o-45o và độ hở 1-1,5 mm để dễ gây hồ quang hàn;
- Phần vỏ bọc: Thuốc bọc là hỗn hợp các hóa chất, khoáng chất, fero hợp kim và chất dính kết. Lớp thuốc bọc dày 11,5mm có các tác dụng sau:
+ Khi cháy tạo nên lớp xỉ cách ly không khí xung quanh với kim loại lỏng, ngăn cản oxy và nitơ lọt vào kim loại làm đường hàn trở nên giòn;
+ Tăng cường sự ion hóa không khí xung quanh làm hồ quang được ổn định;
+ Trong thuốc hàn còn có bột của một số hợp kim làm tăng độ bền của đường hàn.
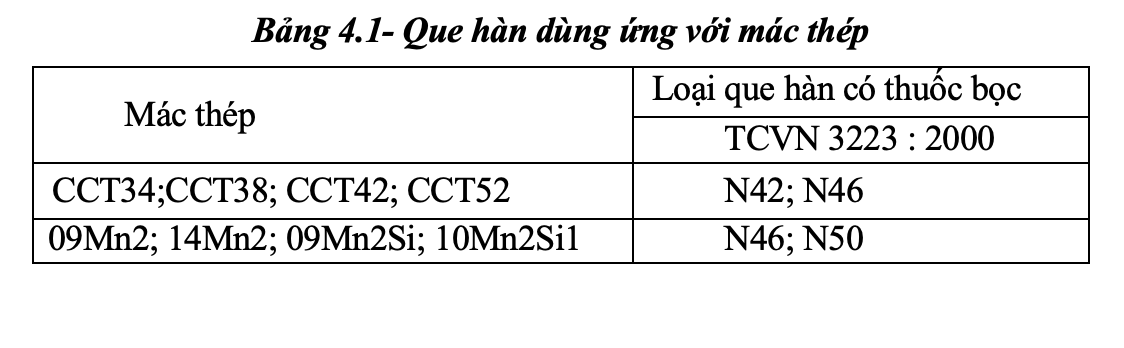
Que hàn được phân loại theo cường độ tức thời của kim loại cường hàn (ví dụ que hàn N50 có fu>50kN/cm2). Que hàn phải chọn phù hợp với các mác thép khác nhau sao cho độ bền kéo tức thời của kim loại que hàn lớn hơn của thép cơ bản. Đồng thời các tính chất cơ lý của kim loại que hàn và kim loại thép cơ bản là tương tự nhau để giảm bớt khối lượng thép nóng chảy (giảm bớt ứng suất hàn và biến hình hàn). Đối với các mác thép cacbon và thép hợp kim thấp loại que hàn lấy theo [19], tham khảo ở bảng 4.1, hoặc theo [31].
2. Hàn hồ quang điện tự động và nửa tự động dưới lớp thuốc hàn
Hàn hồ quang dưới lớp thuốc bảo vệ còn gọi là hàn hồ quang chìm, tiếng Anh viết tắt là SAW (Submerged Arc Welding) là quá trình hàn nóng chảy mà hồ quang cháy giữa dây hàn (điện cực hàn) và vật hàn dưới một lớp thuốc bảo vệ.
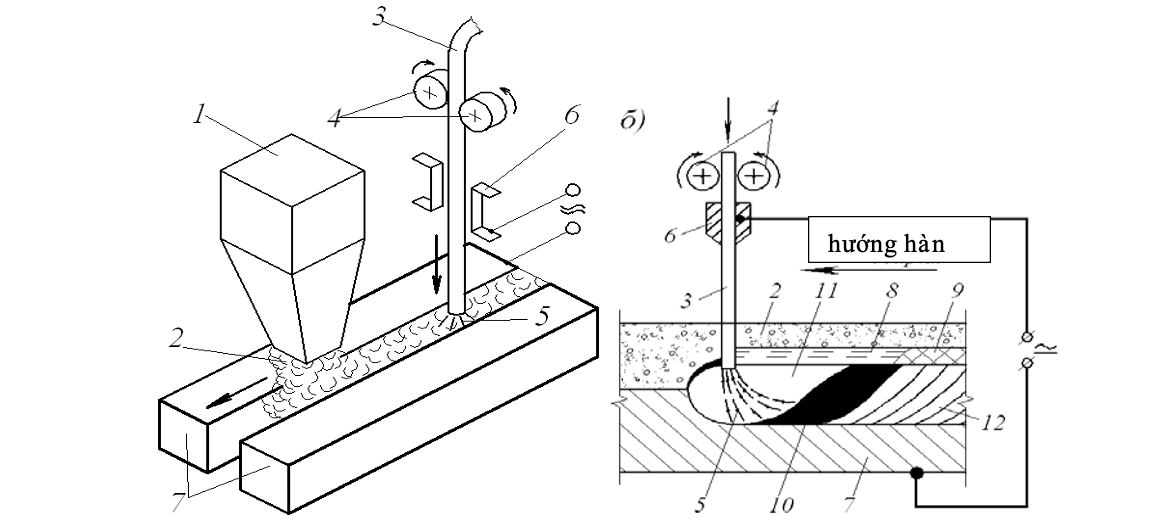
Hình 4.4. Sơ đồ hàn tự động dưới lớp thuốc
а – Sơ đồ; b – Quá trình hàn trong vùng hồ quang;1 – phễu chứa thuốc hàn; 2 – thuốc hàn; 3 – dây hàn; 4 – con lăn áp lực dẫn hướng; 5 – hồ quang; 6 – giá đỡ; 7– cấu kiện hàn; 8 – xỉ lỏng; 9 – xỉ đặc; 10 – vũng hàn; 11 – khoang khí bảo vệ; 12 – mối hàn hoàn thiện
Tương tự hàn hồ quang tay, dưới tác dụng nhiệt của hồ quang, mép hàn, dây hàn và một phần thuốc hàn sát hồ quang bị nóng chảy tạo thành vũng hàn. Dây hàn được đẩy vào vũng hàn bằng một cơ cấu đặc biệt với tốc độ phù hợp với tốc độ cháy của nó. Theo độ chuyển dịch của nguồn nhiệt (hồ quang) mà kim loại vũng hàn sẽ nguội và kết tinh tạo thành mối hàn. Trên mặt vũng hàn và phần mối hàn đông đặc hình thành một lớp xỉ có tác dụng bảo vệ và giữ nhiệt cho mối hàn, sẽ tách khỏi mối hàn sau khi hàn. Phần thuốc hàn chưa bị nóng chảy có thể sử dụng lại.
- Đặc điểm hàn hồ quang dưới lớp thuốc:
+ Nhiệt lượng hồ quang rất tập trung và nhiệt độ rất cao, cho phép hàn với tốc độ lớn. Vì vậy phương pháp hàn này có thể hàn những chi tiết có chiều dày lớn mà không cần phải vát mép;
+ Chất lượng liên kết hàn cao do bảo vệ tốt kim loại mối hàn khỏi tác dụng của oxi và nitơ trong không khí xung quanh. Kim loại mối hàn đồng nhất về thành phần hóa học. Lớp thuốc và xỉ hàn làm liên kết nguội chậm nên ít bị thiên tích. Mối hàn có hình dạng tốt, đều đặn, ít bị các khuyết tật như không ngấu, rỗ khí, nứt và bắn tóe;
+ Giảm tiêu hao vật liệu (dây hàn);
+ Hồ quang được bao bọc kín bởi thuốc hàn nên không làm hại mắt và da của thợ hàn. Lượng khói (khí độc) sinh ra trong quá trình hàn rất ít so với hàn hồ quang tay;
+ Dễ cơ khí hóa và tự động hóa quá trình hàn.
- Phạm vi ứng dụng của hàn hồ quang dưới lớp thuốc:
+ Các kết cấu thép dạng tấm vỏ kích thước lớn, các dầm thép có khẩu độ và chiều cao, các ống thép có đường kính lớn, các bồn, bể chứa, bình chịu áp lực v.v...
+ Chủ yếu được ứng dụng để hàn các mối hàn ở vị trí hàn bằng các mối hàn có chiều dài lớn và có quỹ đạo không phức tạp;
+ Hàn được các chi tiết có chiều dày từ vài mm cho đến hàng trăm mm.
Ưu điểm:
- Tốc độ hàn nhanh (gấp 5 / 10 1lần hàn tay)
- Rãnh chảy sâu nên chất lượng đường hàn tốt.
- Kim loại lỏng được phủ lớp thuốc dày nên nguội dần, tạo điều kiện cho bọt khí thoát ra làm đường hàn đặc
hơn.
- Mặt khác hồ quang cháy chìm dưới lớp thuốc nên không hại sức khỏe thợ hàn.
Nhược điểm:
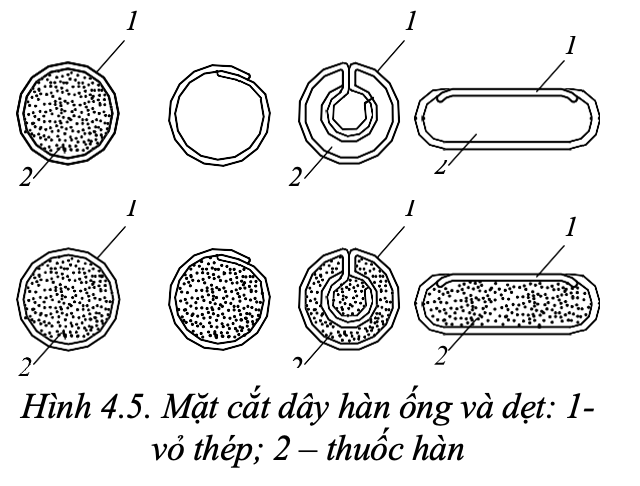
Chỉ hàn được các đường hàn nằm thẳng hoặc tròn (ở thân bể chứa), không dùng được cho các đường hàn đứng và ngược hoặc các đường hàn ở vị trí chật hẹp, trên cao... Trong các trường hợp đó dùng phương pháp hàn nửa tự động: máy hàn được di chuyển bằng tay. Hiện nay có phương pháp hàn nửa tự động dùng cuộn dây hàn mềm hình ống (đường kính ≤ 3 mm) hoặc dạng dẹt, chiều dầy lớp vỏ kim loại 0,20,5mm, bên trong nhồi thuốc hàn được sử dụng rộng rãi vì rất tiện lợi (hình 4.5).
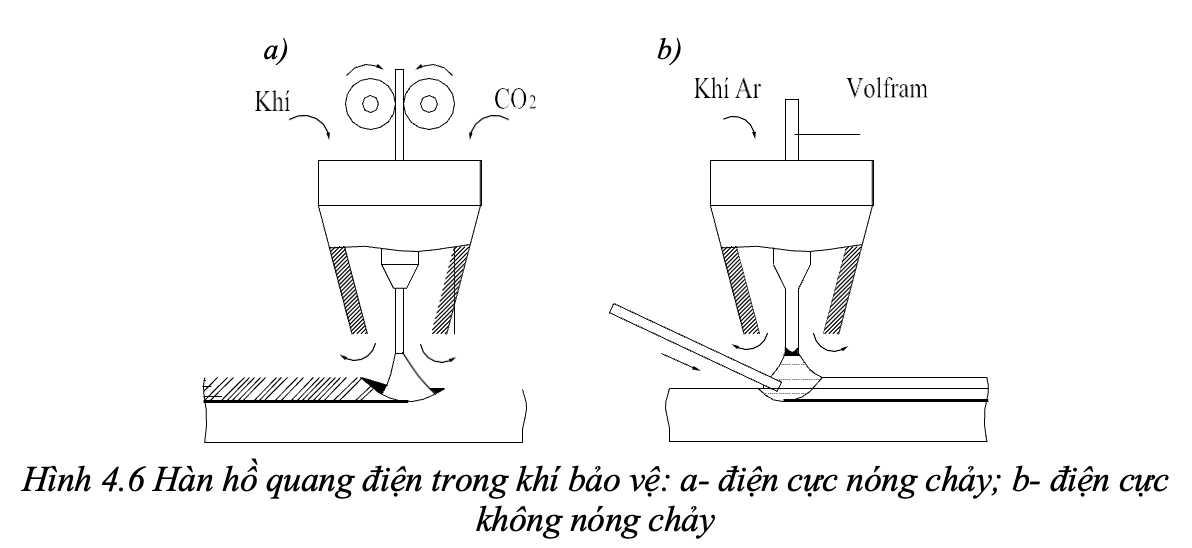
3. Hàn hồ quang điện trong lớp khí bảo vệ
Hàn hồ quang bằng điện cực nóng chảy trong môi trường khí bảo vệ (Gas metal arc welding - GMAW) phân thành 2 loại MAG (Metal active gas welding) và MIG (metal inert gas welding) là quá trình hàn nóng chảy trong đó nguồn nhiệt hàn được cung cấp bởi hồ quang tạo ra giữa điện cực nóng chảy (dây hàn) và vật hàn: hồ quang và kim loại nóng chảy được bảo vệ khỏi tác dụng của oxi và nitơ trong môi trường xung quanh bởi một loại khí hoặc một hỗn hợp khí, các loại khí nà không tác dụng với kim loại lỏng trong khi hàn, nhưng chiếm chỗ và đẩy không khí ra khỏi vùng hàn để hạn chế tác dụng xấu của nó. Đối với MIG là khí trơ Ar, He hoặc hỗn hợp Ar + He, còn MAG là khí hoạt tính CO2; CO2 + O2; CO2 + Ar, ...
4. Hàn hơi
Hàn khí Oxy-fuel welding (hay còn gọi là hàn hơi, hàn oxy axetylen) là phương pháp hàn sử dụng nhiệt của ngọn lửa sinh ra khi đốt cháy các chất khi cháy (C2H2,CH4,C6H6…) hoặc H2 với oxy để nung chảy kim loại.
Thông dụng nhất là hàn bằng khí Ôxy –Axetylen vì nhiệt sinh ra do phản ứng cháy của hai khí này lớn và tập trung, tạo thành ngọn lửa có nhiệt độ cao, vùng cao nhất tới 3200oC làm nóng chảy kim loại cần hàn và thanh kim loại phụ (thay que hàn để lấp đầy rãnh hàn). Khi kim loại lỏng nguội đi tạo thành đường hàn (còn ngọn lửa giữa oxy và các chất khí cháy khác chỉ có nhiệt độ từ 2000-2200oC). Hàn khí được sử dụng rộng rãi vì thiết bị hàn rẻ tiền, có thể hàn được nhiều loại kim loại và hợp kim, năng suất thấp, vật hàn bị nung nóng nhiều nên dễ cong vênh. Ngọn lửa khi hàn cũng có thể dùng để cắt các loại thép mỏng, các kim loại màu và nhiều vật liệu khác.
|
|








