



Biến dạng hàn, khuyết tật hàn, biện pháp kiểm tra chất lượng đường hàn
4.2.4. Biến dạng hàn, khuyết tật hàn, biện pháp kiểm tra chất lượng đường hàn
4.2.4. Biến dạng hàn, khuyết tật hàn, biện pháp kiểm tra chất lượng đường hàn
a. Sự phát sinh ứng suất hàn và biến hình hàn
Khái niệm. Khi thực hiện quá trình hàn, mép hàn được đốt nóng cục bộ, sự giãn nở nhiệt ở các vùng sẽ khác nhau. Chúng phụ thuộc tác dụng của nguồn nhiệt hàn và thuộc tính kim loại, tạo ra ứng suất và biến dạng. Trạng thái ứng suất và biến dạng này do quá trình hàn gây ra và tồn tại trong kết cấu sau khi hàn, nó có ảnh hưởng rất lớn đến kết cấu. Biến dạng hàn có thể làm phát sinh chi phí để sửa chữa, do đó ngăn ngừa biến dạng là vấn đề quan trọng trong quá trình hàn.
Biến dạng hàn có thể xảy ra đồng a)
thời hai hoặc nhiều dạng biến dạng. Một số loại biến dạng phổ biến sau:
- Biến dạng ngang: Ứng suất và biến dạng có phương vuông góc với trục mối hàn, xuất hiện do độ co ngang của mối hàn và độ kẹp chặt của chi tiết hàn (hình 4.15, a).
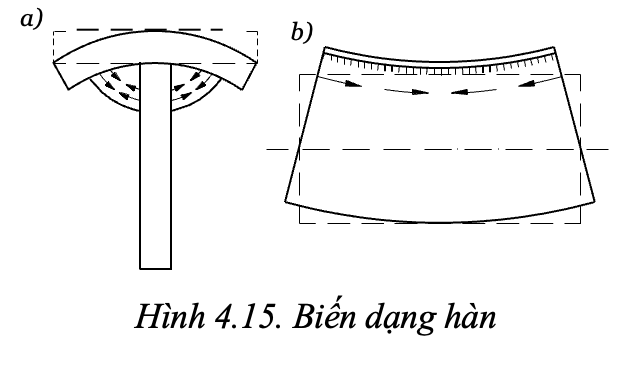
- Biến dạng dọc: Xuất hiện co dọc mối hàn, ứng suất có phương song song với trục mối hàn. Khi hàn các kết cấu mà trọng tâm mặt cắt ngang không đối xứng với trục mối hàn, độ co dọc sẽ gây biến dạng dọc (hình 4.15, b):
+ Hàn đắp mối hàn trên một trong hai mép của tấm
+ Hàn mối chữ T một phía
+ Hàn kết cấu tấm mỏng
- Biến dạng góc và cục bộ: Xuất hiện do co ngót không đều của kim loại theo tiết diện ngang mối hàn góc, vát cạnh chữ V, phụ thuộc vào chiều dày tấm cạnh và tiết diện mối hàn.
Nguyên nhân gây biến hình hàn:
- Nung nóng không đều kim loại vật hàn
- Độ co ngót kim loại nóng chảy của mối hàn
- Sự thay đổi tổ chức bên trong của kim loại gần vùng mối hàn.
Chủ yếu ta xem xét nguyên nhân đầu tiên, nung nóng không đồng đều cục bộ kim loại vật hàn. Các vùng ở xa nguồn nhiệt không hoặc ít bị biến dạng nhiệt, chúng sẽ cản trở lại sự biến dạng ở vùng lân cận mối hàn. Do vậy xuất hiện ứng suất trong mối hàn và vùng lân cận nó. Ứng suất hình thành ở mối hàn là kết quả của những thay đổi về thể tích, đặc biệt là nếu mối hàn giữ bởi các kết cấu kẹp hoặc các vật liệu khác xung quanh. Trường ứng suất vẫn tồn tại kể cả sau khi kết thúc quá trình hàn và vật hàn trở về nhiệt độ ban đầu. Để thấy rõ quá trình hình thành ứng suất hàn, khảo sát mối hàn đối đầu hai tấm thép (hình 4.16,a).
Khi hàn mép hàn được đốt nóng cục bộ. Do nguồn nhiệt dịch chuyển, một phần vật liệu được đốt nóng, phần khác nguội đi. Sự phân bố nhiệt độ theo tiết diện ngang sẽ không đều làm cho sự giãn nở của kim loại cũng không đồng đều, ứng suất bên trong khi nung nóng và làm nguội cũng khác nhau.
Giả thiết: - Tấm được biến dạng tự do;
- Các thớ dọc song song trục hàn độc lập nhau;
- Các thớ ngang luôn vuông góc với trục hàn.
Các lớp càng gần trục hàn nhiệt độ càng lớn, những lớp ở xa nhiệt độ sẽ giảm. Sự giãn nở của các dải kim loại của tấm là tự do và không ảnh hưởng lẫn nhau, tỉ lệ thuận với nhiệt độ. Độ giãn nở tự do của mỗi một dải sẽ là:
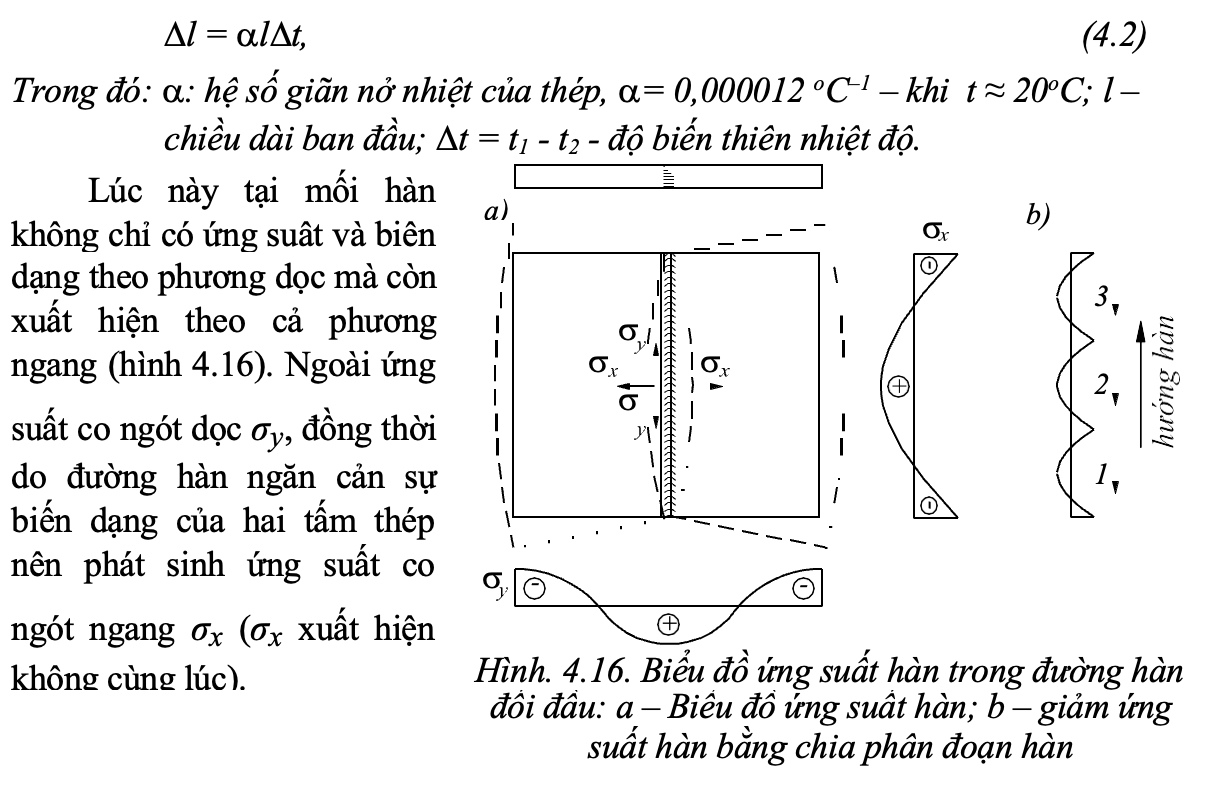
Vùng giữa tấm thép, xu hướng uốn cong lõm của tấm thép bị ngăn cản nên phát sinh ứng suất kéo, hai đầu tấm là ứng suất nén.
2. Các biện pháp làm giảm ứng suất hàn và biến hình hàn
Có nhiều yếu tố gây nên biến dạng hàn, rất khó dự báo chính xác mức độ biến dạng có thể xảy ra. Một số yếu tố cần được xem xét ở mức độ hạn chế: tính chất cơ lý của thép, ứng suất phụ được sinh ra từ quá trình gia công kim loại trước đó như cán, tạo hình và uốn, kiểu mối hàn, độ chính xác gia công và bản chất của quá trình hàn – loại quy trình, tính đối xứng của mối nối, gia nhiệt trước và trình tự mối hàn. Ứng suất hàn tự cân bằng, sẽ bị san đều trong giai đoạn làm việc dẻo của vật liệu, vì vậy không ảnh hưởng đến khả năng chịu lực của liên kết. Tuy nhiên, ở trạng thái ứng suất phẳng và ứng suất khối (khi sự phát triển biến dạng dẻo của vật liệu khó hơn) ứng suất hàn làm tăng khả năng phá hoại giòn của kết cấu. Nói chung các tác động co ngót mối hàn không bao giờ có thể được loại bỏ hoàn toàn nhưng có thể giữ chúng ở mức tối thiểu. Mặt khác, biến hình hàn làm mất công sửa chữa cấu kiện nên cần tìm cách giảm ứng suất hàn và biến hình hàn. Để thực hiện điều đó có thể dùng các biện pháp sau:
Biện pháp cấu tạo :
- Giảm số lượng đường hàn đến mức tối đa;
- Giảm thiểu số lớp hàn;
- Không nên dùng đường hàn quá dày vì biến hình hàn tỉ lệ thuận với khối lượng thép nóng chảy;
- Tránh tập trung đường hàn vào một chỗ, tránh đường hàn kín hoặc cắt nhau làm cản trở biến dạng tự do của vật liệu khi hàn.
Biện pháp thi công :
- Chọn trình tự hàn thích hợp. Ví dụ khi đường hàn đối đầu quá dài không nên hàn một lượt cả chiều dài mà chia thành các đoạn nhỏ (hình 4.16,b). Như vậy biểu đồ ứng suất co ngót ngang sẽ bị chia nhỏ và giá trị giảm đi;
- Tạo biến dạng ngược trước khi hàn: ví dụ đặt hai tấm thép nghiêng trước khi hàn, hàn xong, do co ngót ngang gây biến hình thành ra thẳng (hình 4.19);
- Dùng khuôn cố định không cho
kết cấu biến dạng khi hàn; Hình 4.17. Tạo biến dạng ngược
- Sử dụng thiết bị hàn dòng xung để giảm thiểu tích lũy nhiệt vào vật hàn.
3. Các phương pháp kiểm tra chất lượng đường hàn
Mục đích là xác định khả năng đáp ứng các điều kiện làm việc của liên kết hàn, cụ thể xác định các tính chất cơ học, hoá học, kim loại học và xác định các khuyết tật. Ngoài ra việc kiểm tra chất lượng mối hàn còn được dùng để phân loại các quy trình hàn và trình độ tay nghề thợ hàn.
Các phương pháp kiểm tra được chia thành hai phương pháp chính:
- Kiểm tra phá hủy
- Kiểm tra không phá hủy
a. Kiểm tra bằng phương pháp phá hủy
Kiểm tra cơ tính mối hàn. Mục đích là xác định đặc tính cơ học của liên kết hàn, tiến hành thử kéo, thử uốn, thử độ cứng và độ dai va đập của liên kết dưới tác dụng của tải trọng tĩnh hoặc tải trọng động. Các mẫu thử được cắt ra từ phần kim loại đắp của liên kết hàn và được gia công cơ khí để đạt được hình dạng và kích thước theo các tiêu chuẩn được áp dụng…
.png)
Kiểm tra cấu trúc liên kết hàn. Gồm có hai dạng là: Kiểm tra thô và kiểm tra tế vi
Kiểm tra thô - được tiến hành trực tiếp với các mẫu thử hoặc các mặt gãy của chúng. Các mẫu thử được cắt ra từ liên kết hàn, rồi dùng kính lúp hoặc mắt thường
để phát hiện khuyết tật của liên kết hàn, có thể khoan lấy mẫu để nghiên cứu.
Kiểm tra cấu trúc tế vi - được tiến hành dưới loại kính lúp có độ phóng đại lớn (100-500 lần), nhờ vậy có thể xác định được dễ dàng và chính xác chất lượng kim loại của liên kết hàn.
b. Kiểm tra bằng phương pháp không phá hủy
Phương pháp kiểm tra này được thực hiện trực tiếp với liên kết hàn và trên sản phẩm hàn cụ thể mà không gây nên biến đổi đặc tính của sản phẩm như:
- Kiểm tra bằng mắt thường: thông thường chỉ phát hiện được những sai sót bên ngoài như mặt đường hàn không đều, lồi lõm, nứt rạn...
- Dùng các phương pháp vật lý để kiểm tra như: điện từ, tia phóng xạ (Rơnghen và Gamma), siêu âm, kiểm tra độ kín của liên kết hàn bằng áp lực khí, áp lực nước, tạo chân không... các phương pháp này cho kết quả chính xác hơn, được áp dụng cho các loại công trình chịu lực đặc biệt như: bể chứa, đường ống cao áp...
|
|








